contact us

contact us
If you would like to leave us a comment please go to
Contact Us












PRODUCT DETAIL
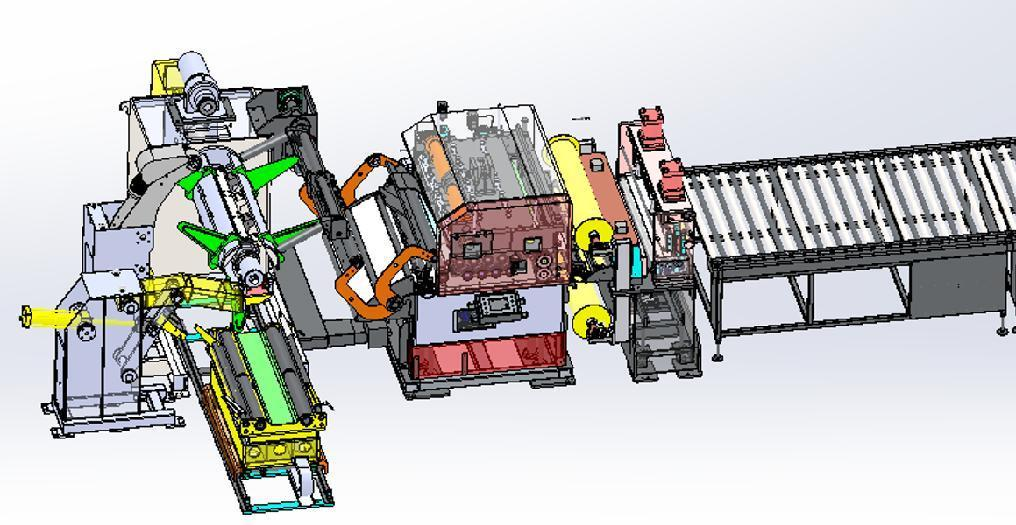

Composition of the line
1)1600 model 15T capacity 3 in 1 coiler-straightener-feeder machine with coil car 1set
2)1600 model 6mm thickness capacity hydraulic shear 1set
3)1.6m×5m conveyor belt 1set
4)Stacking system (OPTIONAL PART) 1set
Brief introduction of the whole line
1. 15T capacity 1600 model 3 in 1 uncoiler-straightener- feeder with coil car
1.1 15T heavy decoiler:

a) Coil loading type: Single head with cantilever
b) Loading capacity: 15T
c) Coil ID:Φ470mm~Φ530mm (can come to 630mm by adding expansion rings)
d) Coil OD:1500mm
e) Coil width: 100-1600mm
f) Expansion type: Hydraulic
g) Feeding speed: 0~15m/min
h) Brake type: pneumatic, stable and safe, also can prolong lifetime of the power system
i) Slide block model hydraulic expansion device. It can add machine’s expansion capacity and machine’s reliability, use life time etc. by adopting hydraulic slide block expansion device, especially for more than 12T coils (refer to following image).
j) It adopts of tine bronze slide blocks which has perfect wear resistance (refer to following image).
k) Hydraulic tailstock arm device. It was driven by hydraulic and used to support one end of the decoiler’s mandrel so as to ensure the decoiler have enough loading capacity. It’s mainly for above 12T heavy coils.
l) Motorized press arm to hold the strips, preventing coil loose, equipped with pressing tracing function. Furthermore, the press arm equipped with a PU roller to hold the strips, don’t scratching strip surface. Function of press arm: from cut off bundling belt which is used for fixing coil until the coil head is pressed tightly by straightener roller, to prevent coil rebounding; while whole feeding line working, let the coil uncoiling smoothly, to prevent coil dispersing. and the press arm is motorized, with tracking and follow up function, ie. Rotating speed of press arm roller is absolutely the same with uncoiling line speed, then tensioning metal strip, to prevent coil loosing.
m) Support arm device. Driven by hydraulic-cylinder, it was use to guide and support strips, Furthermore, several sets of rollers installed in the device, and all rollers were chrome plated, the surface is very smooth, preventing scratching material surface.
n) Electric limit arm device. It was used to clamp coil in width direction, electrically to adjust the width between two back gauge arms distance of 100mm-1600mm. Outside gauge arm was open and close by pneumatic.
o)12T loading car. Convenient to load, carry and install coil on decoiler’s mandrel.
p) Machine equipped with hydraulic station, providing oil pressure to drive the mandrel expansion & contraction, loading coil car vertical movement and other hydraulic cylinders.
q) Electric eye loop control system. stable, safe and long lifetime. With the electric eye loop control system, the decoiler release strips automatically.
1.3 Straightener-Feeder
1.3.1 Strip head assistant threading device:
It equips with hydraulic pinch rollers. It was driven by hydraulic cylinder. And It equips with 1 set (2pcs gears) of the bend arm device, sharing power from straightener roller and feeder part, the gears are special design as sharp tooth, to ensure gear engagement is smoothly when thread the strip. Strip head was sent to bend arm’s work area, then press arm press strip head down and pinch strip head forwards, next, hydraulic pinch roller press strip head and pinched forwards to straightener feeder.
1.3.2Bend arm device.
It was mainly to press and flat coil head and end of the coil. Usually, the coil head is curvy, if without this device, the material is hard to go through the straightening part. But with this device, when the strips comes then entrance of the straightening part, the tip flatness device and press and flat the coil head and go through straightening device smoothly.
a) Material thickness:1.0-6.0mm
b) Straightening speed:0-15m/min
c) Driven method: Servo motor+ speed reducer to drive lower feeding roller.
d) Servo motor and driver: 22KW PHASE, Italy
e) Straightening roller: φ114mm×9pcs (upper 5pcs/lower 4pcs)
f) Feeding roller: φ144mm×2pcs
g) Feeding and straightening roller material: GCr15, finished tempering and quenching, hard chrome plating, grinding etc. Surface hardness comes HRC58°-60°
h) Backup rollers: 4 Row Upper and lower straightening rolls backed up for added rigidity and reduced roll deflection to ensure flat material.
i) Straightening accuracy: within ±3mm for 3200mm length
j) Straightener roller driven method: gear driving, all gears adopt tempering, carburization, high frequency quenching, precise grinding gear IT6 level precise standard.
k) Straightening roller gap adjustment: electric adjustment. Driven by 2 sets servo motor/ 2 sets hydraulic motors via synchronous worm-gear device, just need to set adjusting data in the touch screen of the HMI, easy adjustment and having high precision.
l) Measure roller device with extra encoder. It was mainly used to measure the feeding length and modify feeding tolerance. For example, the feeding length we sent 3200mm in the HMI, PLC give signal to servo motor and driven feeding roller feed strips forwards, the feeding roller will stop after feeding 1000mm and measure roller measure actual feeding length, if feeding length has error, it can give signal to PLC to modify the feeding error, so it can ensure machine has precious feeding accuracy (please refer to the following image).
m)Feeding accuracy: ≤±2mm/3200mm length
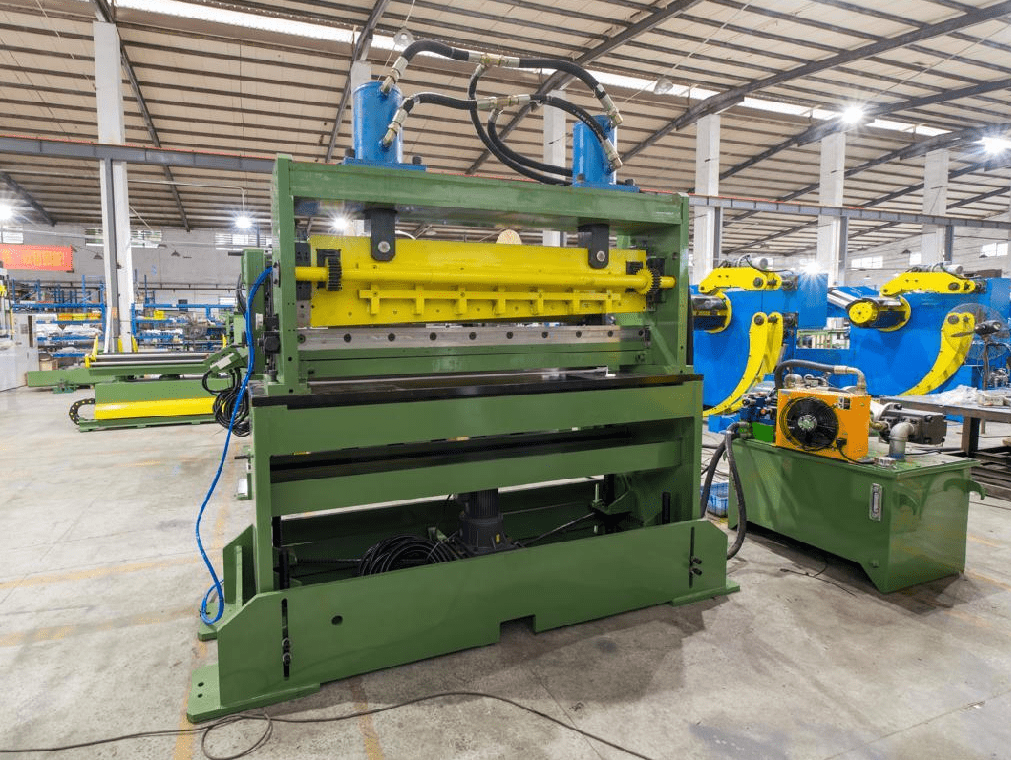
2. Hydraulic shear
It was driven by hydraulic station and 2 sets hydraulic cylinders controlled by PLC. It was controlled by 3 in 1 uncoiler straightener feeder which give signal to hydraulic shear to cut.
Blade Max. width: 1600mm
1) Cut thickness range: 1.0-6.0mm
2) Cut speed: 2-3pcs/min for 3200mm length
3) Cut length: Within ±2mm/3200MM
4) Diagonal length: Within ±3mm/3200MM
5) Cut method: up to down cut
6) Hydraulic source: Hydraulic station+ hydraulic cylinders.
3 Steel roller type conveyer belt
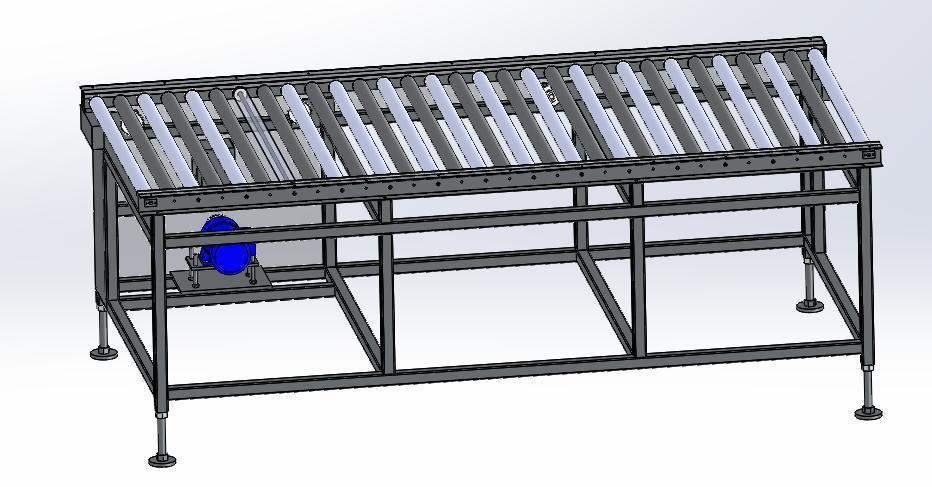
It was driven by one set AC motor, power was transmitted to rollers via chains and gears. Furthermore, it equipped with inverter, the speed is adjustable of 1-15m/min.
Width: 1600mm
Long: 5000mm (Or as requirements)
Height: 1200±100mm
Running speed: 1-15m/min












